Geprofileerde blikken platen worden veel gebruikt in de industriële en civiele bouw. Ze worden echter niet met de hand gemaakt. Hoe de lijn voor de productie van golfkarton is ingericht, wat ze zijn en wat de verschillen zijn - later in het artikel.
Voordat u de apparatuur direct in overweging neemt, moet u, om beter te begrijpen hoe de kenmerken ervan worden bepaald, beslissen welke soorten golfkarton er zijn. Het zijn immers de parameters van het eindproduct die de keuze van apparatuur voor de productie ervan bepalen.
 Terrasplanken, zelfs met de kleinste golfwaarde (8 mm voor wandaanpassingen), blijken veel sterker te zijn dan gewoon, gegalvaniseerd plaatstaal, waarvan het is gemaakt.
Terrasplanken, zelfs met de kleinste golfwaarde (8 mm voor wandaanpassingen), blijken veel sterker te zijn dan gewoon, gegalvaniseerd plaatstaal, waarvan het is gemaakt.
Het is het longitudinale reliëf dat zorgt voor extra stijfheid.Daarom gebruiken bouwers het op grote schaal voor verschillende doeleinden: hekken en muren van industriële gebouwen, als dakbedekking, voor plafonds tussen vloeren en zelfs als vaste bekisting.
Muren en daken van golfkarton verzwaren gebouwen niet en hebben een uitstekende dichtheid (voetnoot 1).
Uiteraard vragen verschillende taken om verschillende eigenschappen en dus om lijnen voor de productie van golfkarton.
Alle technologische informatie over de kwaliteiten van de consument is vervat in de markering van golfkarton zelf, wat belangrijk is om van tevoren vertrouwd mee te raken hoe een golfplaten dak te kiezen.
Er is een staatsnorm voor de productie ervan - GOST 24045-94, waar alle kenmerken die in het merk worden weerspiegeld, zijn geregistreerd.
C44-1000-0.4 betekent bijvoorbeeld:
- C - doel van het materiaal
- 44 - golfhoogte
- 1000 - nuttig of montagebreedte van het blad
- 0,4 - de dikte van het gebruikte metaal
Classificatie van golfkarton (voetnoot 2):
- MET - wandbekleding gebruikt voor de constructie van hekken, muren en scheidingswanden
- H - dakbedekking golfkarton wordt gebruikt voor dakbedekking
- HC - gebruikt als dakbedekking en als golfkarton voor muren
Belangrijke gegevens! Voor de productie van alle standaard golfplaten wordt 1250 mm brede plaat gebruikt. Verschillende breedtes van het eindproduct (in de regel van 750 tot 1150 mm) worden bepaald door het vertrek van het materiaal naar de hoogte van de golf: hoe hoger het profiel, hoe kleiner de breedte. Tegelijkertijd neemt de sterkte echter ook proportioneel toe.
De lengte van de platen, in overeenstemming met GOST, kan variëren van 2,4 m voor muren en 3 m voor gemengde en dakbedekkingsmaterialen, tot 12 m voor alle typen.
Vanwege het feit dat het materiaal onder de bestelling wordt gerold, zijn fabrikanten echter klaar om hun producten op elke gewenste maat voor de klant te snijden.
Dakbedekkingsmaterialen hebben in de meeste gevallen ook een speciale capillaire afvoergroef aan de bovenkant van de golving aan de buitenkant.
Als grondstof voor de productie van golfkarton wordt alleen gegalvaniseerd gewalst metaal gebruikt. Het kan een dikte hebben van 0,35 tot 2 mm. De standaard buitendiameter van de rol is 1,2 m, terwijl de lengte van de plaat erin afhangt van de dikte van het metaal.
Het staal kan een conventionele zinklaag hebben of een extra beschermingslaag van een lakmateriaal of een polymeer.
De coating kan in dit geval eenzijdig of tweezijdig worden aangebracht, in het geval van dubbelzijdig aanbrengen kan dit worden uitgevoerd met één of meerdere materialen.
Belangrijke gegevens! De meest betrouwbare en duurzame is golfkarton gecoat met synthetische polyestermaterialen. Maar het is ook de duurste en meest kwetsbare voor mechanische schade aan de bescherming. Het laatste nadeel wordt echter verzacht door de aanwezigheid op de markt van speciale reparatiemiddelen.
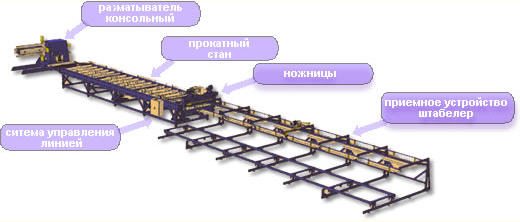
Het typische schema van de lijn voor de productie van golfkarton omvat in de regel vijf hoofdapparaten:
- Uncoiler - een rol plaatstaal wordt op zijn as geplaatst en vastgehouden om naar de verwerkingslocatie te worden gevoerd
- De vormmolen is het hoofdelement van de lijn, waar de daadwerkelijke profilering van de aangevoerde materiaaltape plaatsvindt.
- Besturingseenheid - hier kunt u parameters voor werkende apparaten inschakelen, uitschakelen en programmeren
- Guillotineschaar - met hun hulp wordt het afgewerkte profiel in vellen gesneden
- Ontvangsttafel - komt in de regel overeen met de afmetingen van het vel dat op dit moment wordt geproduceerd (de breedte van de tafel is vast en de lengte kan worden aangepast). Hier worden afgewerkte producten gestapeld en verpakt voor verzending naar het magazijn.
Belangrijke gegevens! Sommige gerenommeerde fabrikanten van apparatuur die verschillende productielijnen produceren: de productie van golfkarton, metalen tegels, andere soorten gerolde producten, rusten hun producten uit met extra apparaten. Het kan bijvoorbeeld een invoertafel zijn die zich tussen de afwikkelaar en de vormmachine bevindt, of een doorslijpschaar, die bijdragen aan een snelle rolwisseling. Dergelijke toevoegingen hebben uiteraard een positief effect op het technologische proces en daarmee op de kwaliteit van de afgewerkte plaat.
Het belangrijkste element van elke lijn is echter de walserij. Het bestaat uit symmetrische paren assen (standaards) die op het frame zijn geïnstalleerd, die door mechanische compressie een golving op het vel vormen en de tape erdoorheen rollen.
Hoe meer hun aantal, hoe dieper het profiel wordt verkregen. De tape kan immers niet zomaar worden gepakt en bij de ingang van de molen in de gewenste bocht worden gezet (de breedte van de grondstof is groter dan die van het eindproduct).
In dit geval verliest het metaal op zijn minst zijn plasticiteit bij bochten en zal het hoogstwaarschijnlijk breken. Bovendien zal het in dit geval erg moeilijk zijn om het door het formulier te strekken.

Tijdens de passage wordt het originele materiaal vervormd van een kleinere bocht naar een grotere. Dienovereenkomstig groeit de diameter van de vormcilinders van paar tot paar en neemt de afstand daartussen af, tot aan de laatste stand, waar het golfkarton een geplande maat krijgt.
In verband met de beschreven kenmerken van de technologie is het praktisch onmogelijk om producten met verschillende profielen op dezelfde molen te produceren.
Elk type vereist zijn eigen breedte van het bed op de plaats van installatie van de stands, evenals de overeenkomstige diameter van de cilinders. Er zijn echter modellen die de productie van materiaal met dezelfde golfhoogte, maar met verschillende plaatbreedtes mogelijk maken.
Theoretisch is het ook mogelijk om een ander, met niet al te grote verschillen in de hoogte van de golf, gerolde producten te produceren. In dit geval heeft u echter een complete uitrusting nodig, inclusief statieven en guillotineschaar.
Rekening houdend met de kosten van installatiewerkzaamheden zal zo'n oplossing financieel gezien niet veel verschillen van de aanleg van een nieuwe lijn. Wat elke fabrikant kan variëren, is de dikte van het metaal, het type coating en de lengte van het afgewerkte golfkarton.
Als aandrijving is op het frame een elektrische centrale geïnstalleerd, waarvan de kracht de maximale dikte van het bewerkte metaal en de rolsnelheid bepaalt.
De molen voert echter niet alleen het hoofdwerk zelf uit, maar is ook een ondersteunende constructie voor een deel van de rest van de apparatuur - in ieder geval de besturingseenheid en de guillotine, die ook een belangrijke rol speelt.
Scharen van een guillotine nemen elke productielijn van een professionele vloer op. Ze herhalen de geometrie van het uitgaande profiel en hebben een hydraulische, elektromechanische, minder vaak pneumatische aandrijving.
De kwaliteit van de producten hangt er grotendeels van af, aangezien de rand van het golfkarton geen bramen mag hebben en de buiging op het snijpunt de lengte van het vel niet meer dan 0,5 mm mag beïnvloeden (volgens GOST).
Aangezien de snijkanten van een schaar het belangrijkste werkelement zijn dat deze indicatoren beïnvloedt, moeten ze periodiek worden geslepen of vervangen.

Om de hele set mechanismen te besturen, wordt een besturingseenheid gebruikt. Aan het begin van het productieproces wordt geprogrammeerd op een bepaalde dikte van het bronmateriaal, het type coating en tevens wordt hier de gewenste plaatlengte ingesteld.
Deze apparaten hebben elektronica om de lijn af te sluiten in geval van een probleem.
Uitgerust met een dergelijke controller, wordt de productielijn voor golfkarton als halfautomatisch beschouwd. Dit komt door het feit dat het handmatig vullen van een nieuwe metalen tape wanneer de oude rol voorbij is.
De rest van de tijd blijft het personeel (dat op de meeste lijnen wordt vertegenwoordigd door één werknemer) achter om de afwezigheid van storingen te observeren - de apparatuur zal alles zelf doen.
En nu hoef je alleen maar vertrouwd te raken met installatie-instructies voor dakplatenen je huis wordt getransformeerd!
Informatie bronnen
- Artikel van
- De grootste fabrikant van dakbedekkingsmaterialen
Heeft het artikel je geholpen?